Machine the difference.
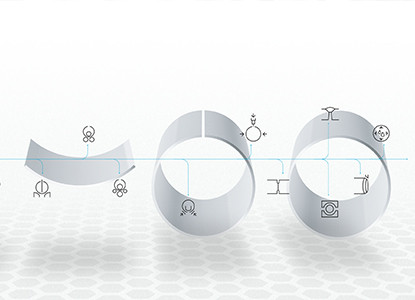
Graebener® Rohrbiegepressen sind der Garant für eine hochflexible und wirtschaftliche Fertigung von längsnahtgeschweißten Großrohren und Spezialrohren mit höheren Streckgrenzen. Das besondere Merkmal unserer weltweit bewährten Technologie ist der vergrößerte Hub des Biegeschwertes. Er ist so gewählt, dass das Biegeschwert komplett aus dem Rohr gezogen werden kann. Nach dem Biegevorgang kann der verbliebene Spalt des Rohres mit dem Biegeschwert zugedrückt werden, wodurch er deutlich kleiner wird. Eine zusätzliche Rohrschließpresse ist damit nicht mehr erforderlich. Vor allem bei großen Wandstärken und Materialien mit großer Rückfederung ist dieser Vorteil von besonderer Bedeutung, damit die Schlitzrohre im nachgelagerten Prozess kontinuierlich geheftet werden können. Darüber hinaus sind sowohl das Biegeschwert als auch die entsprechenden Unterwerkzeuge universell für verschiedenste Rohrdurchmesser flexibel einsetzbar.
Profitieren Sie als Anwender außerdem von unserem elektronischen Radien-Messsystem RadiiPro®. Es erlaubt dem Bediener, die Überprüfung des Radius nicht mehr manuell mittels einer Schablone durchführen zu müssen, sondern stattdessen bequem, sicher und präzise vom Bedienpult aus am Monitor. Der Zeitverlust durch eine manuelle Radienmessung entfällt.
Rohrlänge: | bis zu 18 m |
Rohraußendurchmesser: | 16‘‘ - 64‘‘ Zoll (406 - 1.625 mm) |
Wandstärke: | bis zu 75 mm |
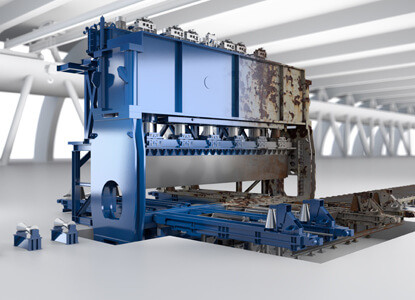
Das Design der Graebener® Rohrbiegepressen basiert auf jahrzehntelanger Erfahrung. Es gewährleistet nicht nur den einfachen und schnellen Aufbau inklusive Installation in Ihrem Werk. Es überzeugt vor allem auch durch eine lange Lebensdauer, was viele Referenzen weltweit belegen. Als Sondermaschinenbauer bieten wir Rohrbiegelösungen, die optimal auf Ihre individuellen Anforderungen zugeschnitten sind und Sie vom Standard unterscheiden. Wir haben den Anspruch, Sie besser zu machen – ob mit einer Neu-Anlage oder mit einer Retrofit-Lösung.
Bei der Konstruktion des Pressenrahmens legen wir daher ein besonderes Augenmerk auf die Verformung der Unter- und Obertraverse. Alle Komponenten, die unter einer dynamischen Belastung liegen, optimieren wir mittels FEM-Simulation und passen sie an Ihre individuellen Anforderungen an. Um ein optimales Biegeergebnis zu erreichen, integrieren wir darüber hinaus immer eine Durchbiegungskompensation für die Ober- und Untertraverse. Die Einstellung der Keilschieber erfolgt grundsätzlich automatisch, kann jedoch jederzeit sehr einfach durch den Bediener nachoptimiert werden. Die entsprechenden Unterwerkzeuge sind universell einsetzbar und müssen nicht getauscht werden.
Ein optimaler Rohrbiegeprozess setzt ein optimales Zusammenspiel zwischen Bediener und Maschine voraus. Deshalb haben wir für Sie die Steuerungsvisualisierung PressPro® entwickelt. Dank PressPro® können Sie den Rohrbiegeprozess mit verschiedenen passwortgeschützten Benutzerrechten selbstständig entwickeln, optimieren und durchführen.
Die Programmierung erfolgt in Tabellenform, die einzelnen Prozessschritte sind in nacheinander ablaufenden Schritten aufgelistet. Sowohl in der Anzahl der Programmierschritte als auch in der zeitlichen Abfolge kann der Prozessablauf grundsätzlich frei gestaltet werden. In den einzelnen Betriebsarten befinden sich alle beteiligten Achsen in Regelung. Zu den ansteuerbaren Achsen zählen z.B. Zylinder, Hydromotore oder Elektromotore. Die Position der Achsen wird über absolute Wegmesssysteme mit SSI-Schnittstelle überwacht.
Um den geltenden Sicherheitsvorschriften zu genügen, werden darüber hinaus zusätzliche Sicherheitsventile geschaltet, die eine ungewollte Bewegung der Achsen ausschließen.
Die Überprüfung des Biegeergebnisses erfolgte bis dato immer mittels analoger Schablone, die der Maschinenbediener an das teilgebogene Rohr anlegt, um so den Radius zu kontrollieren. Um diesen zeit- und kostenintensiven sowie fehleranfälligen Prozess zu verbessern, haben wir zusammen mit fabforce®, einem Spezialisten für Industrie 4.0-Anwendungen, ein elektronisches Radien-Messsystem entwickelt:
RadiiPro® arbeitet mit einem Lasersystem, das die sich im Biegevorgang befindliche Kontur live auf den Monitor des Bedieners überträgt. Parallel vergleicht die Software die Biegung der Kontur mit dem gewünschten Sollradius und berechnet die Konturabweichungen. Mit RadiiPro® kann der Radius nun in Echtzeit bequem, sicher und präzise vom Monitor aus überprüft werden. Darüber hinaus bietet RadiiPro® Einblicke in das Materialverhalten des Rohres und berechnet die lokale Krümmung der Kontur. Das macht ein hochpräzises Messen der Umformung auch auf sehr kleinen Messabschnitten möglich und liefert Erkenntnisse über die optimale Biegeschrittweite, die richtigen Toleranzwerte und die Gleichmäßigkeit des Rohres.
Mehr über fabforce®
Mehr über RadiiPro®